Bob McClintic & Associates
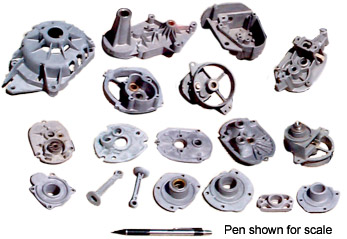
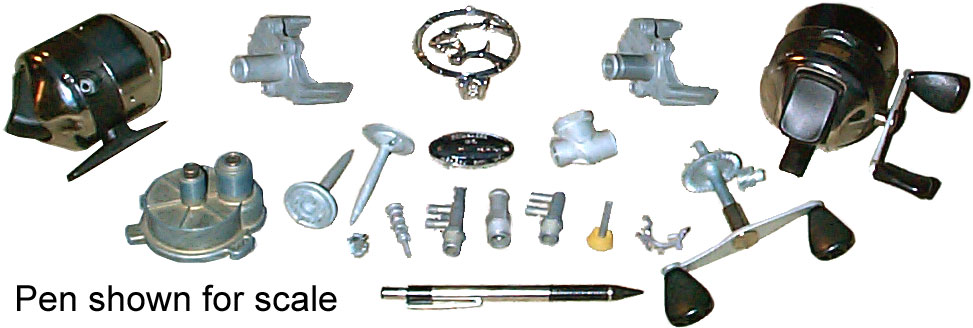
Bob McClintic & Associates, high pressure die casting engineering, consulting, and creator of "Dr. Die Cast" software. I have helped produce millions of successful magnesium, zinc and aluminum die castings. I have assisted die casting business owners and managers in reducing costs, while improving productivity, profits and customer satisfaction. Chances are you own a vehicle, power tool, office furniture, sporting equipment, entertainment system or appliances that contain die castings I helped develop or produce. I am "hands on" when it comes to solving problems and training. See for yourself, read some of the articles and partial client list. Based in Grand Rapids, Michigan, I provide high pressure die casting consulting and engineering services to the global die casting market.